The Complete Guide to Operating and Maintaining 150W YAG Jewelry Welding Machines
Introduction to 150W YAG Jewelry Welding Technology
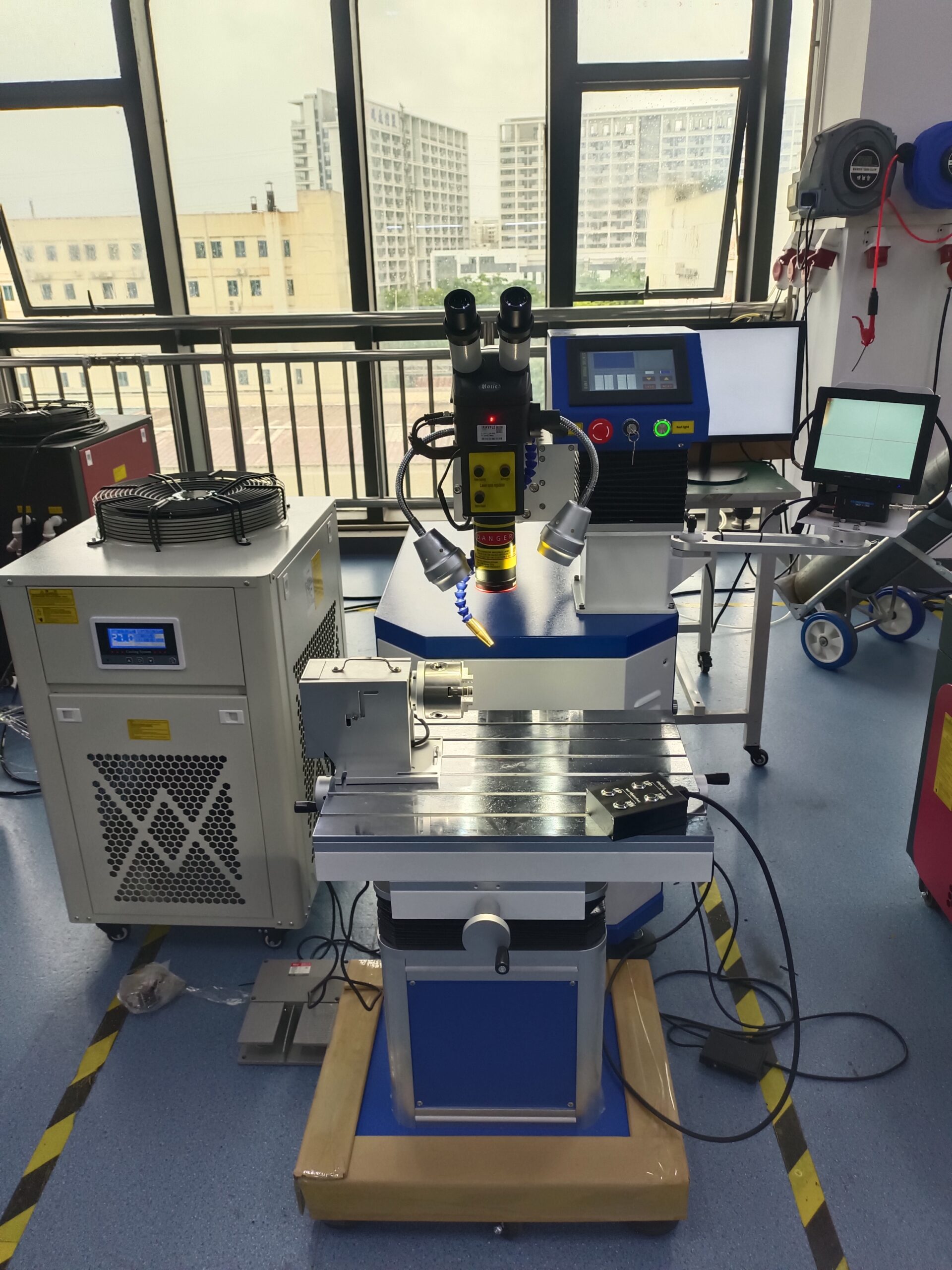
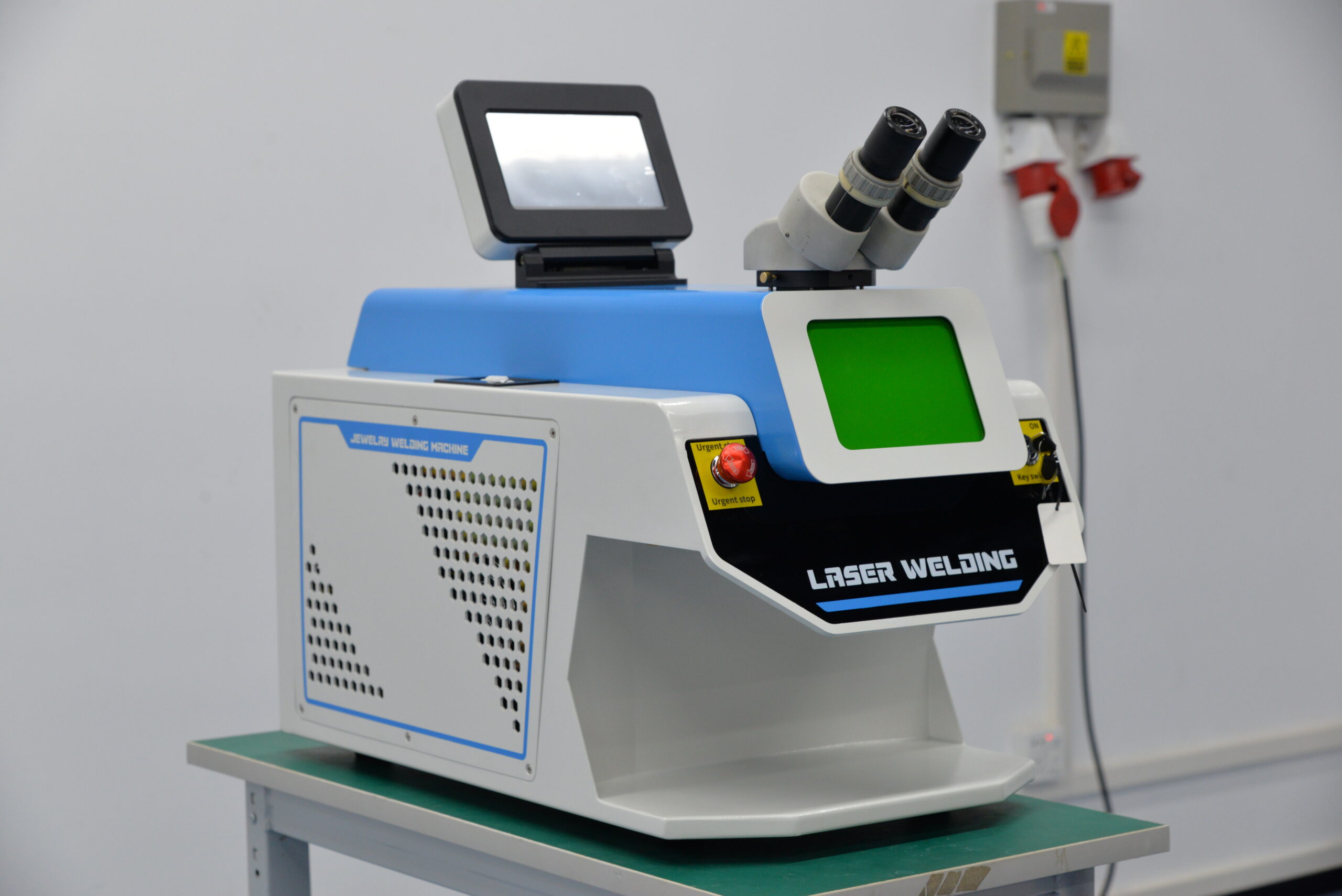
The 150W YAG laser welding system represents the gold standard for modern jewelry repair and manufacturing. This precision instrument combines adequate power for most jewelry applications with the fine control needed for delicate work on precious metals and gemstone settings. Understanding proper operation techniques and maintenance protocols is essential for achieving flawless results and protecting your valuable investment.
Technical Specifications Overview
-
Laser Type: Nd:YAG
-
Average Power: 150W
-
Max Pulse Energy: 70J
-
Pulse Width Range: 0.3-12ms
-
Spot Size: 0.1-1.5mm adjustable
-
Magnification: 20x-40x microscope
-
Gas System: Argon injection
-
Cooling: Integrated chiller system
-
Power Requirements: 220V/50Hz

Part 1: Comprehensive Operating Procedure
1.1 Pre-Operation Setup
Workspace Preparation
-
Ensure clean, organized work environment
-
Verify adequate ventilation system operation
-
Check anti-static measures are in place
-
Remove all reflective materials from work area
Machine Preparation
-
Power on chiller and allow temperature stabilization (20-22°C)
-
Check argon purity (99.99% or higher) and pressure (0.2-0.4MPa)
-
Inspect all safety interlocks and emergency stops
-
Clean work chamber and microscope lenses
1.2 Parameter Configuration
Material-Specific Settings
-
24K Gold: 2-4J, 1-3ms, 2-3Hz
-
18K Gold: 3-5J, 2-4ms, 2-4Hz
-
Platinum: 4-7J, 3-5ms, 2-3Hz
-
Sterling Silver: 2-4J, 1-3ms, 3-5Hz
-
White Gold: 3-6J, 2-4ms, 2-4Hz
Gemstone Protection Protocol
-
Apply heat-absorbing gel around stones
-
Use heat sink compounds for temperature-sensitive gems
-
Maintain minimum distance from settings (0.5mm)
-
Implement pulse sequencing to manage heat buildup
1.3 Welding Operation
Step-by-Step Process
-
Secure jewelry piece with non-magnetic tweezers
-
Apply stone protection compounds if needed
-
Align using microscope at highest magnification
-
Perform test weld on scrap material of same type
-
Adjust parameters based on test results
-
Execute repair using multiple low-energy pulses
-
Allow cooling between consecutive welds
-
Inspect under magnification after completion
Quality Assurance Measures
-
10x magnification inspection
-
Stone security testing
-
Weld penetration verification
-
Surface finish assessment
-
Dimensional accuracy check

Part 2: Maintenance Protocol
2.1 Daily Maintenance Checklist
-
Clean microscope lenses and camera
-
Check gas flow rates and connections
-
Verify cooling system performance
-
Inspect electrode condition
-
Clean work chamber and fixtures
-
Test safety interlocks
2.2 Weekly Maintenance Tasks
-
Optical System
-
Clean all optical components
-
Check laser path alignment
-
Verify microscope calibration
-
Inspect protective windows
-
-
Mechanical Systems
-
Lubricate moving parts
-
Check fixture alignment
-
Verify stage movement accuracy
-
Clean ventilation filters
-
-
Electrical Systems
-
Check ground connections
-
Verify voltage stability
-
Inspect cable conditions
-
Test emergency stop function
-
2.3 Monthly Maintenance Procedures
-
Complete optical path inspection
-
Power output calibration
-
Gas system leak testing
-
Cooling system performance check
-
Software backup and updates
-
Full safety system test
2.4 Quarterly Professional Service
-
Flashlamp inspection/replacement
-
Laser rod performance evaluation
-
Optical cavity alignment
-
Complete system calibration
-
Power supply testing

Critical Operating Parameters Table
| Material Type | Energy (J) | Pulse Width (ms) | Frequency (Hz) | Gas Flow (L/min) |
|---|---|---|---|---|
| 24K Gold | 2-4 | 1-3 | 2-3 | 5-8 |
| Platinum | 4-7 | 3-5 | 2-3 | 6-10 |
| Silver | 2-4 | 1-3 | 3-5 | 5-8 |
| White Gold | 3-6 | 2-4 | 2-4 | 6-9 |
| Titanium | 5-8 | 3-6 | 2-3 | 7-11 |

Troubleshooting Guide
Common Issues and Solutions
-
Weak Welding Performance
-
Check optical component cleanliness
-
Verify flashlamp condition
-
Test power supply output
-
Inspect cooling system
-
-
Inconsistent Results
-
Monitor cooling water temperature
-
Check gas purity and flow
-
Verify material cleanliness
-
Inspect ground connections
-
-
Gemstone Damage
-
Review protection protocols
-
Check distance from settings
-
Verify pulse parameters
-
Assess heat management
-
Safety Protocols
-
Always wear laser safety glasses (OD 7+)
-
Maintain proper ventilation during operation
-
Implement gemstone protection measures
-
Follow electrical safety procedures
-
Keep fire extinguisher available
-
Conduct regular safety training
Conclusion: Maximizing Your Investment
The 150W YAG jewelry welding machine delivers exceptional performance for precision jewelry repair when properly operated and maintained. By following these guidelines, you ensure:
-
Consistent high-quality repairs
-
Extended equipment lifespan
-
Reduced operational costs
-
Enhanced workplace safety
-
Optimal return on investment
Professional Support Services
Contact our technical team for:
-
Comprehensive training programs
-
Preventive maintenance contracts
-
Emergency repair services
-
Technical consultation
-
Genuine spare parts supply
Maintenance Schedule Summary
| Frequency | Tasks | Time Required |
|---|---|---|
| Daily | Basic cleaning and checks | 10-15 minutes |
| Weekly | Detailed inspection | 30-45 minutes |
| Monthly | Calibration and testing | 1-2 hours |
| Quarterly | Professional service | 2-4 hours |
| Annually | Complete overhaul | 4-8 hours |
This comprehensive guide ensures your 150W YAG jewelry welding system delivers exceptional results while maintaining the highest standards of quality and safety in your jewelry repair operations.