Application of Fiber Laser Cutters in Metal Processing: Efficient Cutting of Stainless Steel and Titanium Steel
Introduction
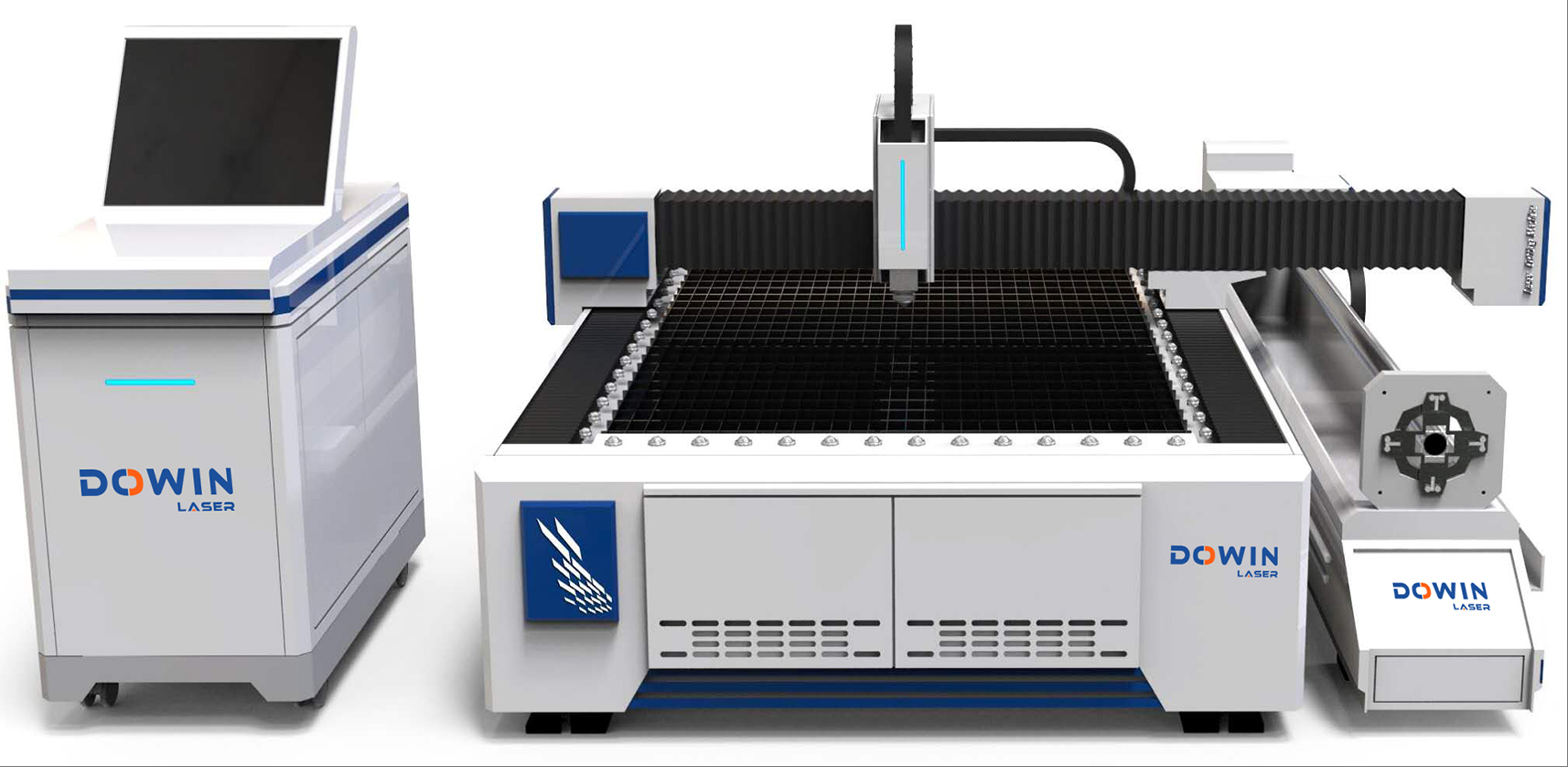
With the rapid development of modern manufacturing, the requirements for metal cutting technology have become increasingly demanding. Fiber laser cutters, as advanced cutting equipment, have gained significant importance in the processing of metals such as stainless steel and titanium steel due to their high efficiency, precision, and low energy consumption. This article provides a detailed introduction to the working principles of fiber laser cutters, their advantages in cutting stainless steel and titanium steel, operational techniques, and maintenance essentials.
1. Working Principles of Fiber Laser Cutters
Fiber laser cutters are high-efficiency cutting devices based on fiber laser technology. Their core working principles include:
-
Laser Generation: Laser is generated by exciting rare-earth elements (e.g., ytterbium) in the fiber through a semiconductor pump source.
-
Beam Transmission: The laser is transmitted through flexible optical fibers to the cutting head, eliminating the mirror systems used in traditional CO₂ lasers.
-
Beam Focusing: A lens assembly in the cutting head focuses the laser beam into a high-energy-density spot.
-
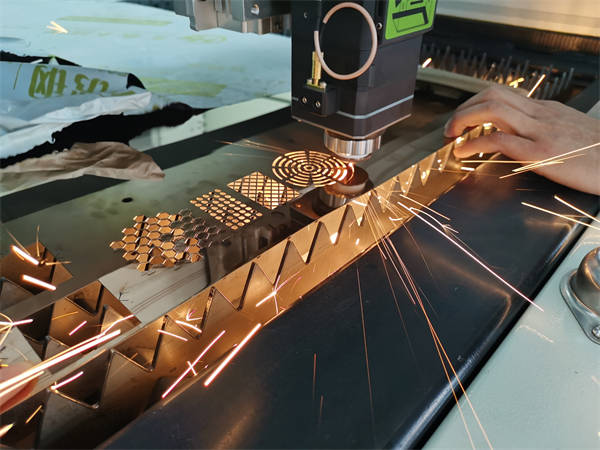
Material Melting: The high-energy laser beam instantly heats the metal surface above its melting point.
-
Assist Gas Jet: High-pressure assist gas (e.g., oxygen, nitrogen) blows away the molten metal, forming the cutting kerf.
Compared to traditional CO₂ laser cutters, fiber lasers have a photoelectric conversion efficiency of 25–30%, significantly higher than the 10–15% of CO₂ lasers, resulting in substantially lower energy consumption.

2. Advantages of Fiber Laser Cutters in Cutting Stainless Steel
Stainless steel is widely used due to its corrosion resistance and high strength. Fiber laser cutters offer unique advantages in processing stainless steel:
-
Excellent Cutting Quality:
-
Smooth cutting edges with minimal burrs
-
Small heat-affected zone (typically <0.1 mm), reducing material deformation
-
High perpendicularity of the cut surface (up to ±0.05°)
-
-
High Processing Efficiency:
-
Cutting speeds of 10–15 m/min for 3 mm thick 304 stainless steel
-
Short piercing time (~0.3 sec for 1 mm thickness)
-
Stable continuous processing performance
-
-
Cost-Effectiveness:
-
Energy consumption is 50% lower than CO₂ lasers
-
No regular mirror calibration or maintenance required
-
Low consumable costs (mainly protective lenses)
-
-
Reference Parameter Settings:
Stainless Steel Thickness (mm) Laser Power (W) Cutting Speed (m/min) Assist Gas Pressure (bar) 1 1000 15–20 N₂ 12–15 3 2000 8–12 N₂ 15–18 6 3000 3–5 O₂ 6–8 10 4000 1–1.5 O₂ 4–6
3. Key Technical Points for Cutting Titanium Steel with Fiber Laser Cutters
Titanium steel (titanium alloy steel) offers high strength, corrosion resistance, and heat resistance but presents cutting challenges:
-
Special Technical Requirements:
-
High-purity inert gas (typically argon) must be used to prevent oxidation.
-
Higher laser power density is required (usually 20–30% higher than for stainless steel).
-
Heat input must be strictly controlled to avoid harmful phase transformations.
-
-
Process Parameter Optimization:
-
Pulsed cutting mode reduces heat accumulation.
-
Precise control of focal position (usually 1/3 of the material thickness below the surface).
-
Cutting speed is 15–20% slower than for stainless steel of the same thickness.
-
-
Safety Precautions:
-
Titanium chips are flammable; a dedicated dust removal system is essential.
-
The cutting area must be well-ventilated.
-
Operators must wear professional protective gear.
-
-
Typical Cutting Parameters:
Titanium Steel Thickness (mm) Laser Power (W) Cutting Speed (m/min) Assist Gas Pressure (bar) 1 1500 8–10 Ar 10–12 3 3000 3–4 Ar 12–15 5 4000 1–1.5 Ar 15–18

4. Operational Techniques and Troubleshooting
Tips for Optimizing Cutting Quality:
-
Keep the optical system clean and regularly inspect protective lenses.
-
Adjust the focal position based on material thickness (above the surface for thin sheets, below for thick sheets).
-
Use appropriate piercing techniques (gradual piercing for thick plates).
-
Optimize cutting paths to minimize sharp turns.
Common Issues and Solutions:
-
Rough Cut Surface: Check gas purity, adjust pressure, and clean the nozzle.
-
Dross at the Bottom: Increase assist gas pressure or reduce cutting speed.
-
Failure to Pierce: Verify laser power output and extend piercing time.
-
Abnormal Sparks: Adjust focal position and check for lens contamination.
5. Equipment Maintenance
To ensure long-term stable operation of fiber laser cutters, a scientific maintenance plan is essential:
-
Daily Maintenance:
-
Remove metal debris from the cutting area.
-
Inspect gas line seals.
-
Clean the exterior of the equipment.
-
-
Weekly Maintenance:
-
Inspect and clean optical components in the cutting head.
-
Check nozzle concentricity.
-
Inspect guide rail lubrication.
-
-
Monthly Maintenance:
-
Thoroughly inspect fiber connectors.
-
Calibrate the beam path.
-
Check cooling system performance.
-
-
Annual Maintenance:
-
Replace coolant.
-
Conduct a comprehensive laser performance test.
-
Inspect electrical system safety.
-
6. Future Development Trends
Fiber laser cutting technology continues to evolve, with future trends including:
-
Higher power (exceeding 30 kW) for cutting thicker plates.
-
Intelligent cutting (AI-based parameter optimization, automatic defect detection).
-
Hybrid processing (integrated cutting, welding, and marking).
-
Green manufacturing (further reducing energy consumption and improving material utilization).
Conclusion
Fiber laser cutters, as vital tools in modern metal processing, demonstrate significant advantages in cutting stainless steel and titanium steel. By mastering proper operational techniques, optimizing process parameters, and maintaining equipment, manufacturers can greatly enhance processing efficiency, quality, and cost-effectiveness. As technology advances, fiber laser cutting will play an even more critical role in precision manufacturing.